歡迎訪問安慶永益機械有限公司!
.png) 快速鏈接:
快速鏈接:
快速鏈接:
.png "安慶永益機械機械有限公司")

.png "安慶永益機械機械有限公司")


王建成
【昌河飛機工業(集團)有限責任公司,江西景德鎮 333002】
利勃海爾LFS800數控齒輪加工中心主軸結構采用的是靜壓支撐,即靜壓軸承,機床在加工零件過程中出現主軸靜壓監控報警,設備無法正常加工。分析機床出現主軸靜壓監控報警的原因,探索其處理措施。
1 LFS800插齒機故障現象
LFS800插齒機在零件加工時出現“700212主軸靜壓監控報警”,為主軸靜壓壓力超出范圍,機床無法進行加工。每次發生報警時,加工時間均在54min左右。
2 LFS800插齒機故障分析及解決方法
插齒機的主軸運動是回轉與往復的復合運動,其中往復運動為主要切削運動,速度高、負載大。主軸結構采用的是靜壓支撐,即靜壓軸承。它是靠外部液壓單元供給恒定壓力油,在軸承內建立靜壓軸承的承載油膜,且油膜具有一定的剛性,對液壓油的過濾和保持清潔要求較嚴格。機床主軸靜壓軸承四周分布4個壓力傳感器,實時對靜壓軸承4個方向的壓力進行檢測 (圖1)。
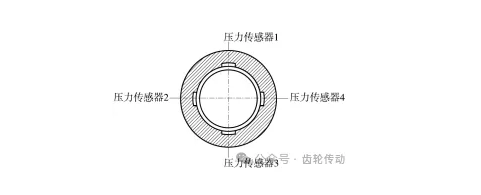
圖1 主軸靜壓軸承結構
機床出現主軸靜壓監控報警的可能因素有:
①加工工藝方法不正確,零件加工進給量過大導致主軸負載增加,引起主軸靜壓壓力升高;
②零件安裝不牢固,若是在加工中零件位置突然發生移動,亦可導致主軸負載增加;
③液壓油渾濁、含有雜質,會導致靜壓軸承油膜受力不均勻;
④壓力檢測系統出錯,導致發生誤報警;
⑤主軸圓柱度不佳,導致主軸在做沖程運動時,油膜壓力不均勻,超出正常范圍。按以上因素逐項檢查。
(1)加工工藝。經與工藝及操作人員確認,此零件為成熟產品,已進行多次加工,加工程序及切削參數均未作修改,且之前加工零件均正常,故加工工藝正確。
(2)零件安裝。為確認零件安裝是否牢固,機床進行試切件加工,加工前確認試切件位置,加工一段時間后,機床再次出現報警,此時再次確認試切件位置,發現其位置并未發生偏移,因此可排除此因素。
(3)液壓油。檢查液壓油,發現液壓油含有少量雜質,為確認是否為液壓油不夠清潔導致機床報警,更換液壓油及過濾器,然后再次進行試加工,約54min后,機床再次發生主軸靜壓監控報警。
(4)壓力檢測系統。為確定壓力檢測系統是否出錯,檢查4個壓力傳感器的I/O信號(I42.1、I42.2、I42.5、I42.6)在發生報警時是否發生變化,哪些傳感器發生變化。由于信號值在出現報警時只是瞬間發生變化,無法在顯示面板上查看,因此使用西門子STEP7軟件在PLC程序里對4個壓力傳感器的I/O信號進行上升沿監控,發現每次報警時只有I42.2信號發生變化。將 I42.2與I42.1所對應的2個傳感器進行交換使用,最后依然是檢測到I42.2信號發生變化,因此可排除壓力檢測系統。
(5)主軸圓柱度。檢測插齒機主軸跳動,由于其主軸做沖程運動,若是主軸跳動量過大,沖程運動中負載也會越大。因此在機床未加工狀態下測量上,中,下3個沖程位置處主軸徑向跳動(圖2),同時記錄在3個沖程處4個壓力表的壓力值。
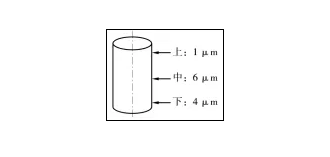
圖2 主軸跳動檢查
根據技術要求,主軸徑向跳動應<8μm,靜壓壓力正常范圍為25~30MPa。沖程在最上端位置時,主軸徑向跳動1μm,壓力變化(MPa):
①29.0;
②27.5→27.0;
③28.5→28.0;
④26.0→26.5。
沖程在中間位置時,主軸徑向跳動6μm,壓力變化(MPa):
①29.0→29.5;
②27.0→27.5→28.0;
③28.5→29.0;
④26.0→26.5→27.0。
沖程在最下端位置時,主軸徑向跳動4μm,壓力變化(MPa):
①28.5→29.0→29.5;
②27.0→27.5;
③28.0→28.5 →29.0;
④ 25.5→26.5→27.0。
由此可見,在未加工狀態下,機床的主軸圓柱度正常,壓力正常。
(6)加工用刀具。經與操作者核實,機床出現此報警時所用的插齒刀均為同一批次刀具,此批次插齒刀為最近新購刀具。因此,使用原廠配用刀具再次進行加工試驗,試件加工整個過程機床未發生報警,故認為這一批次刀具有質量問題。對機床加工出現報警所用的刀具進行檢查發現,插齒刀 的齒有明顯鈍跡(圖3)。由于插齒刀在上下往復運動承受沖擊載荷,而此批次插齒刀材料較差,韌性不好,長時間加工后導致刀刃在高溫高壓下發生塑性變形,以致出現靜壓報警。

圖3 插齒刀
最終,要求操作加工時使用原廠配帶刀具,協調車間將此批次刀具全部返廠維修,并核實所采購刀具的質量。至此,故障排除。
總 結
在機床出現報警時,要從其原理上進行分析和診斷,確定報警出現的可能原因,包括工藝、電氣、機械等。然后對每個原因進行測試分析,找到問題根本原因,才能采取相應措施,解決設備故障。
來源:《設備管理與維修》
(版權歸原作者或機構所有)
.png) 聯系我們
聯系我們
.png) 快速鏈接
快速鏈接
.jpg) 微信公眾號
微信公眾號

.png) 手機客戶端
手機客戶端
